|
Much has been written and spoken in connection with
the Union of 1707, in respect to its effect on the industrial
condition of Scotland, and more especially with reference to the
rise and progress of the commercial life of Glasgow. The union of
the crowns, in 1603., was one of inheritance on the part of the
Scottish king, but this was not necessarily, as the event proved, of
special advantage to Scotland; and it was not until many changes had
taken place that the treaty, whereby a legislative union was
established, removed certain restrictions on the foreign trade which
enabled the Scottish merchants —more especially on the west coast—to
open up enterprises which formerly had been closed to them. But,
after all, what could have been expected in the way of commercial
operations in the earlier times? The country had been for centuries
in a state of turmoil; a condition of things which is prejudicial to
that peace, security, and recognition of law which encourages and
gives confidence to commercial undertakings.
After the death of Alexander III., throughout whose
reign the country was becoming consolidated after the earlier
struggles, a long period of turmoil arose during the contention for
the crown and the armed interference of the English monarch, Edward
I. The Scottish nation, without a king to lead them, found in the
patriot hero Wallace one who carried on the cause of national
liberty boldly and unselfishly for several years. Then it was taken
up by the Bruce himself, who fought against the power of both the
first and second Edwards, finally rolling back the tide of
usurpation on the field of Bannockburn.
During the next two centuries we read in history of
almost nothing but war and turmoil, Scotch and English invading each
others country, and fighting desperately with equal courage and
valour. In James IV.’s reign we find that not only on land, but also
at sea, the old fighting was kept up; and it says a great deal for
the resources of the country at that time, and for the skill of the
east-coast ship-buiklers, that they could turn out such ships as
enabled Sir Andrew Wood successfully to cope with the English
vessels.
The great nobles and the monarch watched each other,
trying who was the stronger. Sometimes the former had the advantage,
and laid hands on royalty itself. Another half-century, and the
career of the unfortunate Mary ended. The Reformation, both in
Scotland and England, had taken place. Knox, with an early
enlightenment in scholastic matters, endeavoured to provide in a
systematic manner for the welfare of the people, by founding
schools, and establishing the means for a proper religious training;
but political contention was now for a time united with religious
zeal, and, in the earlier part of the reign of James VI., the
country was in a state of civil war. In 1603 that monarch succeeded
to the English crown, and it is stated wished to unite the two
kingdoms; but however well meant his aims were, his method of
procedure was unfortunate, as, by attempting to rule the religious
instincts of the people, he stirred up opposition, and the strife
became renewed, and was continued in the reign of his son, whose
further attempts to impose the southern liturgy upon his subjects in
the north was met with a robust Presbyterian defiance, which took a
public shape in the well-known scene in St. Giles’ Church in
Edinburgh. The National Covenant was signed by all ranks, and thus
we are brought to the Covenanting times, when again the religious
aspirations of the country were attempted to be dominated by force,
and for years we read of little but strife with tongue and sword,
English, Scottish, Highland, and Irish troops all marching and
countermarching about the country.
In the reign of the English Commonwealth, Cromwell
invaded the country, and, it is said, conceived the idea of uniting
the three kingdoms. The restoration of Charles II. took place, but
unfortunately the same religious spirit of intolerance was abroad,
so that an Archbishop of Glasgow, in 1662, gave orders to shut up
the churches until Episcopal incumbents could be got to fill them;
fines and imprisonment were now common for religious nonconformity,
and the Covenanting struggle was renewed with special severity in
the west country. The Bass Bock was a state prison; torture was
applied to refractory prisoners, for these were days of rude and
ready methods to effect their objects, when men’s passions were
aroused.
Later on we find the tide of battle rolling in the
North and in the West Highlands, ending for a time in the battle of
Killiecrankie, in 1689. The reign of William III., Prince of Orange,
began to have an influence in quieting the country, Glasgow being
granted—for its loyalty—a new charter, whereby the citizens were
conferred the power of self-government in the choosing of “their own
magistrates, provost, bailies, and other officers.” In reference to
the troublous times in Scotland, in the latter part of the
seventeenth century, Woodrow, in his Church History says: “This
rising in the west of Scotland, like many other considerable turns,
had but very small beginnings; and it is scarce to be thought that
the persons concerned in them had any prospect that what they did
would have been followed with what succeeded.” Woodrow then goes on
to recount that about eighty armed persons, avoiding Glasgow in
consequence of hearing that the king’s troops had come there from
Lanark, went to Butherglen, “a small royal burgh two miles from
Glasgow,” where they affixed to the market cross a declaration,
entitled “The declaration and testimony of some of the Presbyterian
party in Scotland; published at Rutherglen, May 29th, 1679.” This
declaration, after referring to the “testimony of faithful witnesses
from the beginning against adversaries to the church and king-doin
of our Lord Jesus Christ in the land,” goes on to state that “we
judge it our duty (though unworthy, yet hoping we are true members
of the Church of Scotland) to add our testimony to those of the
worthies who have gone before us, in witnessing against all things
that have been done publickly in prejudice of his interest,”
thereafter particularizing certain Acts which had been passed,
amongst others, one for “overturning the whole covenanted
reformation,” and another for “outing of the faithful ministers who
could not comply with prelacy, whereby 300 and upwards of them were
illegally ejected;” they then publicly burned the Acts at the cross
of Rutherglen.
The publication of this declaration caused a great
stir in the country, and Graham of Claverhouse—afterwards created
Viscount of Dundee—started with a troop of horse and foot, passing
through Hamilton and Strathaven, where, hearing that a preaching was
to take place at Loudon Hill, to the west of the latter town, he
marched in that direction. Public worship had been commenced when
the military appeared; but those who had arms, some forty horse and
150 or 200 foot, left the meeting and boldly went to meet the
soldiers, and, after a short but sharp conflict, caused them to
retreat, rescuing also some prisoners whom Claverhouse had formerly
taken. Some relics of the fight may still be seen at the farm of
Lochgoin, principally the flag and drum of the Covenanters :—
“You’ll marvel when I tell ye o’
Our noble Burley and his train,
When last he marched up through the land,
Wi’ sax-and-twenty Westland men.
Than they I ne’er o’ braver heard,
For they had a’ baith wit and skill;—
They proved right well as I heard tell,
As they cam’ up ower Loudon Hill.”
Claverhouse retired to Glasgow, and the forces there
barricaded the town, in expectation of an attack, which came off a
few days later, the Covenanters having received additions on the
way. “ About ten of the clock the country men came to Glasgow, and
divided themselves into two bodies. The one under command of Mr.
Hamilton came up the street called the Gallowgate; the other party
came in at the head of the town, by the wynd head and college. The
country men showed abundance of courage, but were under mighty
disadvantages. Their horses were of no use to them at all; they were
perfectly open to the fire from the closes and houses, as well as
that of the soldiers who lay behind the rails and barricadoos
covered from their fire.” After a short fight, being unable to
overcome the defences of the troops in the town, the country men
retired, and afterwards marched back unmolested to Hamilton, where
they encamped.
A royal proclamation was, after these events, issued
on June 3d, 1G79, in which Charles, after referring to this rising,
states that “ We, out of our royal tenderness for the peace and
quietness of our ancient kingdom, being careful to repress the said
rebellion, and that simple and unwary people be not ensnared by the
said rebels, and their emissaries, and involved in their rebellion,
and to take off' all pretence of ignorance or excuse, do therefore,
with advice of the lords of our privy council, declare the said
insurrection to be ail open, manifest, and horrid rebellion, and
high treason.” This was followed by others later on, calling out the
militia and the heritors to fight on the king’s side. A good deal of
marching and countermarching then seems to have gone on with the
troops, so as to make head against the proclaimed movement. Some
skirmishes took place in different parts of the country, and finally
we find that “ The king has also thought fit to name the Duke of
Monmouth general to command all his forces, so long as his grace
shall remain in Scotland.”
The “west country people” were all this time
receiving reinforcements; a number of whom did not seem to be very
clear upon the origin of the rising. “They reckoned them a body of
people appearing for the Presbyterian interest, and in hazardous
circumstances at present, whom the king’s army would swallow up
unless assistance were civen them: and therefore resolved to hazard
themselves in their defence, not knowing what Providence had to
bring forth from these small beginnings.” Although numbers appeared
in this way to have gathered, yet the absence of suitable arms,
recognized officers and discipline, made them less formidable than
otherwise they might have been. A declaration of their objects was
proposed to be drawn up, but no final agreement could be come to. On
19th June the Duke of Monmouth set out with his army towards
Hamilton, but appears to have been troubled with the commissariat
arrangements; the bread had fallen short, the blame being laid on
the bakers. The immediate result of all this was the well-known
battle of Bothwell Bridge, fought on 22d June, 1679.
In an article on “Freedom of Bequest,” by I. S.
Leadam, we find the following remarks bearing on the rise of
commercial activity after the troublous times had
passed {Contemporary Review for January, 1888): “Many writers have
dwelt upon the invasion of England by Scottish talent which marked
the last century and stirred the spleen of Dr. Johnson. In the
seventeenth century the law of ‘legitim’ had enabled the cadets of
Scottish houses to equip themselves for commands in the army of
Gustavus Adolphus or for service in the Scottish Guard of the French
kings. The activity of Scottish enterprise which followed within a
generation of the pacification of Scotland was due, no doubt, to the
comparative excellence of their education. But their education
itself sprang, as influences for refinement commonly do, from social
and economical circumstances. To originate a national education a
people must have attained a certain uniform grade of well-being.
Though not high, and in the eyes of grands seigneurs of England and
Ireland pitifully scanty, such existed through the law of ‘legitim’
among the people of Scotland. Out of this arose that intellectual
force which has for so many years given the Scottish race, when
account is taken of its numbers, indisputably the first place in the
empire in general progress and contentment.”
The energy of the citizens of Glasgow was now turned
to the improvement of their harbour accommodation, and in 1695
ground was purchased at the village of Newark (now Port-Glasgow) for
this purpose. The stirring military events of 1715 and 1745 did not
improve business matters; but after the country had again settled
down to peaceful avocations we find the spirit of enterprise abroad
in the great undertaking of the Forth and Clyde Canal, which was
begun in 1768 and partly finished to near Glasgow in 1775, and
afterwards to the Clyde at Bowling in 1790, where, on the arrival of
the first vessel from the Forth, a barrel of water of that river was
poured into the Clyde as symbolical of the now completed union of
the eastern and western rivers. The canal is about 35 miles long,
and has 39 locks. The greatest height above the sea is 156 feet. Its
course is on historic ground, passing as it does pretty much along
the line of the Roman wall. There are many aqueducts spanning
streams, one of the largest being over the Kelvin at Maryhill, where
the canal is carried across a wide and deep ravine at a height of 83
feet.
The writer says “In Scotland the legitim has existed
from time immemorial as ‘bairns’ part of gear.”
The Monkland Canal was completed in 1791. Its course
is from the northern part of the city eastwards to the great mineral
fields in the neighbourhood. A connection with the Forth and Clyde
Canal is formed to the west of Port-Dundas. At one time passengers
were conveyed along these canals in swift boats, and until a year or
two ago a passenger screw-steamer plied from Port-Dundas to Kilsyth,
a Saturday afternoon trip with which formed a most enjoyable outing,
as both the scenery and historical associations were sufficient to
interest the passenger.
These swift boats with their horses and riders formed
a pretty sight as they sped smoothly along the waters of the canal,
and were probably last seen on the Crinan Canal before the
twin-screw Linnethad displaced the old Sunbeam with its horses and
red-jacketed riders. It is said that one of the old riders of the
swift boat horses, on hearing some one spoken of as a man before the
mast, said, “Oh, I was a man before the boat.”
The manufacture of cotton and other materials became
established in Glasgow, and commercial enterprise had now assumed
such a position that the merchants founded the Chamber of Commerce
in 1783. In the beginning of the present century the manufacture of
gas for illuminating the city was commenced, and a canal made
between Glasgow and Johnstone, the route of which is now traversed
by the Glasgow and South-Western Railway. Water-works were also
established, and in 1812 the introduction of steamboats on the river
effected great commercial changes. In 1818 the Union Canal,
connecting Edinburgh with the Forth and Clyde Canal at lock 16, was
commenced.
Much interesting information as to the condition of
engineering and manufactures forty or fifty years ago may be
obtained by looking over the mechanical journals of the period,
where we see the gradually awakening scientific knowledge shown in
the many Inventions for utilizing the forces of nature to more
advantage than in the older times. Chemistry, as applied to the arts
in dyeing and bleaching; improvements in spinning and weaving; the
use of iron for ship-building; higher pressure and greater economy
in the use of steam at sea; the extension of the railway system; the
electric telegraph; the introduction of gas for lighting; machine
tools and labour-saving appliances; all such subjects are written
upon and discussed, with descriptions of the inventions themselves.
Sometimes even in these early days the brilliant idea is thrown out
of aerial flights, and drawings of proposed machines given.
Progress, however rapid since the.se times in all directions of land
and sea transit, has not achieved the power of flying, although
theories of flight are not awanting; the old-fashioned balloon,
floating at the mercy of the aerial currents, is still the only
means whereby we can travel above the earth’s surface.
The waterproof material invented by Mr. Mackintosh
was soon taken up by ingenious persons in various ways. One proposed
to make bags of it and apply them to float ships up the shallower
parts of the Clyde. Another saw a splendid future for it not only in
life-saving apparatus, but as a means to render the Glasgow people
practically amphibious when they went to the coast, “sporting on the
surface of the water with as much safety as on dry land.” Another
proposal was made by one evidently more of an equestrian turn of
mind, viz. to have waterproof bags on each side of the rider, which
he could inflate on coming to a river and then plunge fearlessly in.
In the inventor’s description we get a glimpse of the way in which
the comparatively new steamboat method of locomotion was regarded at
that time (1825), as lie goes on, when describing his apparatus, to
say: “Whenever danger is apprehended on board a Steam Boat, no delay
should be made in putting on the Life Preserver; indeed, were it
constantly worn by those who are much exposed to the chance of
feeing thrown overboard, it might save many a valuable life.” He
then goes on to show what a safeguard it would be in a crowded
vessel where fire occurred, or when that dreaded catastrophe, the
bursting of the boiler, happened. The dwellers on the Clyde,
however, have not taken the hints thrown out to render themselves
un-sinkable in sport or danger. The Americans seem to have found it
necessary to provide more fully against steamboat disasters than
ourselves, as the traveller on the rivers there finds
life-preservers in the form of belts and jackets ready to his hand
on board, and even printed directions in his state-room instructing
him in the proper method of buckling on the armour provided for him.
Mining and Metallurgy
Burton in his History of Scotland, in speaking of the
gold of the Leadhills district, says: “Bishop Leslie describes the
streams of the Lanarkshire heights carrying so much of it in the
gravel brought down by the floods as if each were a very Pactolus;
but he makes a significant admission in telling us that the sifting
of this gravel for gold is the occupation of the poor.” “Lead was
extracted at a very early period in the district of the present
Wanlockhead mines The method of separating any portions of silver
that might be in the matrix of lead must have been early in use, as
the royalty established in favour of James I. applies to those mines
where ‘three halfpennies of silver may be fined out of the pound of
lead.’ ” The mining industry at Leadhills is still prosecuted with
vigour, the lead ore being the principal, or, indeed, the only
commercial product; although, besides lead, other metals are
occasionally obtained. Gold is still sometimes found, but no special
process is adopted to prosecute this part of the mining operations.
The gold found appears to be got only in drift, not in situ. There
are altogether between two and three hundred persons employed, and
the quantity of lead ore mined yearly amounts to about 2500 tons.
The ore is smelted by the company working the mines, viz. the
Leadhills Silver-lead Mining and Smelting Co. Ltd., and yields from
77 to 78 per cent of lead.
The basin-like nature of the coal-field of the Clyde
valley is very well illustrated by the section (see figure, page
43), where it will be seen that the coal beds are disposed in such a
manner that the various characteristic seams are met with at
different depths, depending upon the position in the basin or
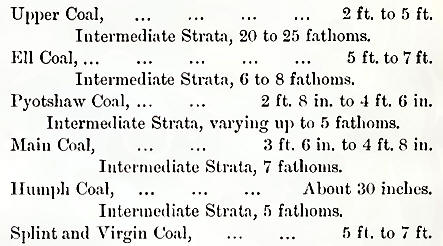
valley. The coal beds are known commercially by certain names, the
principal being the Upper, Ell, Pyotshaw, Main, Splint, and Virgin
coals. The Upper coal was so named as being the first found worth
working. At 100 feet or so beneath this we come on the Ell coal,
named in this way because it was the first found of that thickness;
the thickness of the seam is, however, often about 5 feet. The
Pyotshaw seam lies about 50 feet below this, and is 3 or 4 feet in
thickness. At a few feel below the latter we come on the Main coal,
so called, it is said, from its possessing all the good qualities of
the others, or from the fact that in the oldest mining locality in
the north-west of Lanarkshire—about Airdrie—the Main and Pyotshaw
seams are together, and form the thickest bed. It is considered a
most profitable seam to work, its thickness being fully 4 feet. At
about 60 or 70 feet further down the Splint coal is reached, having
a thickness of about 5 feet. Close below this is the Virgin coal,
after which we come on a seam of ironstone, the most famous in this
locality, being the Blackband discovered by Mushet in 1805. What is
known as the “ Palace Craig Ironstone ” lies above the Upper coal,
and is worked at Palace Craig, between Coatbridge and Holytown. The
average depth of the coal-pits is about 80 fathoms. The depths of
the coal seams vary very much, due to disturbance, differences of
several hundreds of feet of level below ordnance datum being not
unfrequent within short distances. Alarger fault bounds the
coal-field on the south side of the river, extending from a point a
mile or so to the south of Glasgow eastwards to beyond Hamilton.
Smaller faults cross the river at Glasgow Green, above Bothwell, and
below Larkhall.
A bed of coal called the Humph, about 30 inches
thick, occurs between the Main and the Splint, but has not been much
worked except in the neighbourhood of Glasgow, where it is found to
be a capital house coal. These upper coal-measures do not extend
beyond Glasgow to the westward, as their boundary, at least on the
south side of the river, is the fault crossing the Clyde close to
Glasgow through the Green. To the west of this we come upon the
lower coal-measures, or “Possil section,” lying under the series of
strata which correspond to the i Millstone Grit ” of England. These
beds contain the fire-clays found about Garnkirk and Glenboig, and
extend from the lower slaty-band ironstone to the Cowglen limestone,
which is the top of the lower coal-measures. Further west, about
Jordanhill, we are in the Possil section, and at Knightswood a gas
coal was worked which has been identified by Mr. Ralph Moore, H.M.
Inspector of Mines, with the Lesmahagow gas-coal. The coal-seams
down to the Splint do not extend under the river much, if any, past
a 25-fathom fault, crossing the river near Larkhall; but they appear
several miles further south-east on both sides of the liver, while
the lower coal-measures exist about Douglas and to the south of .Lesmahagow.
They are not met with anywhere 011 the Clyde above the village of
Hazel-bank.
The position of the principal seams in the Clyde
valley may be shown in sectional order, thus:
The fire-clay deposits to the north-east of Glasgow
are of great commercial value, a large industry existing in the
making of retorts, drain-pipes, fire-bricks, &c. The clay, after
removal from the mine, is broken up and put through the
crushing-mill, and after being properly treated passes to the
moulder. The brick moulds are mostly made of brass, an allowance of
one twelfth being made for shrinkage. The moulded material is then
stow-dried and thereafter burned. The kiln contains many thousands
of bricks, and is fired gently at first for about two days, after
which it is put on full fire for two other days, thus being brought
up to a white heat; gradual cooling thereafter being allowed.
The following description of the geological position
and method of mining fire clay is taken from a paper on "Fire
Bricks,” read by Mr. James Dunnachie, of Glenboig, before the
British Association, Glasgow meeting, 1876.
“The fire-clays wrought in the neighbourhood of
Glasgow are situated geologically in the upper coal series and
limestone series, taking the Roman cement as the dividing line, or,
according to the Ordnance geological map, in the millstone grit.
They are found at all depths, from the surface opencast workings, to
pits of 40 or 50 fathoms. They are sometimes taken from lower depths
where coal is being wrought, but we do not find our best qualities
in such positions. The workable seams vary in thickness from about 3
feet to 30 or 40 feet. The process of fire-brick making is pretty
much alike all over the West of Scotland, and indeed everywhere
else, when fireclay is the material employed; but as it is necessary
to be clear and connected, we will follow the process as applied at
the Glenboig Star Works, near Coatbridge. The clay is there found
113 feet deep, and varies in thickness from 6 to 9 feet. In
descending the shaft, we pass through from 12 to 20 feet of floating
whinstone (the overflowings of the numerous trap dykes which
intersect the strata of the district), this covers a considerable
part of the Glenboig field; under the whin are numerous beds of
fire-clay and siliceous rocks, some of them almost pure silica of
the true ganister type. The system of mining is what is called
stoop-and-room, or pillar-and-stall. The workings are 12 feet wide,
and the stoops left in are 30 feet square, excepting at the
pit-bottom, where they are much larger. The stoops may be cut
through, and when the proper time comes, removed altogether. The
clay, in its natural state, is very hard, and requires to be blown
down with gunpowder. The clay is sent out in pieces about the size
of good round coal. It is raised to a high pit-head platform, from
whence it is run either to the crushing-mills direct, or to the bing
where it is exposed to the action of the weather. When weathering is
adopted, the extra labour of lifting and laying is involved; but the
ease with which the milling is afterwards effected fully
compensates. When the clay is mixed with ‘bullets’ or nodules of
iron, or any other visible impurities, weathering permits of these
being picked out. It also disintegrates and softens the clay, so
that a much solider body and smoother surface can be given to such
articles as require these qualities. In bricks for general furnace
purposes we do not want a close texture. The brick must have
sufficient flour in it to give it toughness and strength, but that
accomplished, our aim is to make it as rough and open in the grain
as possible, that it may be the better able to resist high and
variable temperatures. The crushing and milling are effected by
means of revolving pans, in which heavy iron-edge rollers run. The
crushing-pan is 7 feet in diameter and perforated in the bottom; the
crush ing-rollers weigh upwards of 3 tons each. The wet pans are G
feet in diameter, and the rollers weigh 35 cwt. each.
They receive their motion from a large shaft running
overhead, connected with the fly-wheel of the engine.”
The iron industry has long been established in the
Clyde valley at such centres as Gartsherrie, Summerlee, Langloan,
Calder, &c., and such towns as Airdrie, Coatbridge, Wishaw, &c.,
have grown and prospered through the work of the blast and puddling
furnaces.
The following extract, which is of interest in
connection with the early process of manufacture of iron, is given
in the Journal of the Iron and Steel Institute, for 1887, and refers
to a statement submitted to parliament entitled:
“The case of Importation of Bar-Iron from our own
Colonies of North America. Humbly recommended to the Confidence of
the present Parliament by the Iron-Manufacture of Great Britain.
1756.
“In the year 1751. Application was made to Parliament
for the Admission of Bar-Iron Duty free from our own Colonies. And
after various Struggles, as is always the case, between
Self-Interest and the Public Good, the contending Parties seemed to
compromise the Difference, —By passing a Law for importing
Bar-Iron Duty free into the Port of London only, continuing the
Restraint against all the other Ports of the Kingdom.
“The only Indulgence, which could be obtained at that
Juncture, was a Permission to Import Pig-Iron Dutyfree into other
Places.
“It is a fact that the Iron-Manufacture in England is
increasing every Day; So that the Demand for Raw Materials is
growing greater and greater.
“The first Process is to refine the Iron from
the Ore, by running the Metal into short pieces like Billet-Wood
called Pig-Iron; and the proprietor of this Work is termed
the Furnace-Master. But Note. The only Fuel proper for this
Operation is Wood Charcoal. The next Process is to meliorate the
Iron, still by means of a Charcoal Fire, to render it malleable, and
draw it out into Bars by the Strokes of the Great Hammer; The Owner
of which Work is stiled the Forge-Master. But, generally speaking,
the same Person, or Persons, united in a Company, are the
Proprietors of both Works: And perhaps of Slittingand Bowlling Mills
besides; whose common Appelation is therefore, That of Iron
Masters.”
The “Case” then goes on to state that in the next
place there are the Iron- Manufacturers who receive the material to
make into “Bars, Bods, or Plates, and work it up into all the
various Implements for which England is now become famous over all
the World.” It is then noted that after the iron comes to be dealt
with by the Manufacturer “the Use of Wood Charcoal is from
thence-forward entirely laid aside, and that they perform all their
Operations with Pit-coaland this is shown to have an important
bearing on the question at issue, as the price of Cord-Wood in
England necessary for the making of the charcoal, had more than
doubled, and from this and other reasons the “Manufacturer” greatly
Buffered, hence it is evident that the “Manufacturer” who did not
require charcoal in his operations, was much interested in getting a
plentiful supply of plates and bars to work up with the pit-coal
which was abundant at home.
An additional argument for drawing closer to the
Colonies for supplies of iron was the “present alarming Connection
of Russia with France,” this position being illustrated by what had
been done in regard to pitch and tar, “when Sweeden, under the
influence of the same constant Enemy, endeavoured to distress us in
the Use of these necessary important Articles.”
At that time four tons of pig-iron were allowed for
making three tons of bar. It appears that at that time foreign iron
paid a duty of £2, 8s. Qd. per ton, and freight from America was at
the rate of 25s. to 30s. per ton as cargo, if in ballast from 6s. to
8s. per ton.
The following complete description of the
introduction of the hot-blast into the smelting furnace is given in
the Statistical Survey for Scotland :—
“Neilson’s Patent Hot-Blast.—An improvement of
national importance has lately taken place in the making of iron, of
which the following is a description. Mr. James B. Neilson, engineer
in the city, obtained patents in this country and France, for an
improvement in the manufacture of iron, which he designated a
Hot-Blast. The patentee drew up a description of this improvement,
of which the following is an abridgement:—
“In 1824 an iron-maker asked Mr. Neilson if he
thought it possible to purify the air blown into blast-furnaces in a
manner similar to that in which carburetted hydrogen gas is
purified; and from this conversation Mr. Neilson perceived that he
imagined the presence of sulphur in the air to be the cause of
blastfurnaces working irregularly, and making bad iron in the summer
months. Subsequently to this conversation, which had in some measure
directed his thoughts to the subject of blast-furnaccs, he received
information that one of Muirkirk iron-furnaces situated at a
considerable distance from the engine did not work so well as the
others; which led him to conjecture, that the friction of the air,
in passing along the pipe, prevented an equal volume of the air
getting to the distant furnace with that which reached the one
situated close by the engine ; and he at once came to the
conclusion, that, by heating the air at the distant furnace, he
should increase its volume in the ratio of the known law according
to which air and gases expand. Thus if 1000 cubic feet, say at 50°
of Fahrenheit, were pressed by the engine in a given time and heated
at 600° of Fahrenheit, it would then be increased in volume to
2'1044, and so on for every thousand feet that would be blown into
the furnace. In prosecuting the experiments which this idea
suggested, circumstances, however, convinced him that heating the
air introduced for supporting combustion into air furnaces would
materially increase its efficacy in this respect; and, with4the view
of putting
As the older manufactured products and the machinery
used have been for many years well known and frequently illustrated,
it may only be necessary to state generally the industries carried
on in the Clyde district; amongst these we have iron smelting,
malleable and cast iron manufacture; the construction of machinery
for various purposes, such as marine and locomotive engines, cranes
and machine tools; the building of iron bridges and roofs, together
with ornamental castings, sugar-mil and refinery machinery, nails,
rivets, and iron tube making, wire-work, railway plant,
calico-printing, and his suspicions on this point to the test, he
instituted the following experiments:— To the nozzle of a pair of
eommon smith’s bellows, he attached a east-iron vessel heated from
beneath in the manner of a retort for generating gas, and to this
vessel the blowpipe by which tho forge or furnace was blown was also
attached. The air for the bellows having thus to pass through tho
heated vessel abovementioned, was consequently heated to a high
temperature before it entered the forge fire, and the result
produced in increasing the intensity of the heat in the furnace was
far beyond his expectation, whilst it made apparent the fallacy of
the generally received theory, that the coldness of the air of the
atmosphere in the winter months was the cause of the best iron being
then produced. But in overthrowing tho old theory ho had also
established new principles and facts in the process of iron making;
and by the advice and assistance of Mr. Charles Macintosh of
Crossbasket, he applied for and obtained a patent as the reward of
his discovery and improvement. Experiments on the large scale to
reduce iron ore in founder’s cupola were forthwith commenced at the
Clyde Iron-works, belonging to Mr. Colin Dunlop, M.P., and were
completely successful, in consequence of which the invention of Mr.
Neilson was immediately adopted at the Calder Iron-works, the
property of Mr. William Dixon, where the blast, by being made to
pass through two retorts placed on each side of one of the large
furnaces before entering the furnace, effected an instantaneous
change both of quantity and quality of iron produced, and a
considerable saving of fuel. The whole of the furnaces at Calder and
Clyde Iron-works were in consequence immediately fitted up on the
principle of the hot-blast, and its use at these works continues to
be attended with the utmost success. It has also been adopted at
Wilsontown and Gartsherrie works in Scotland, and at several works
in England and France.” chemical products, soap, soda,
bleaching-powder, confectionery, dyeing, fire-clay goods,
galvanizing, glass manufacture, pottery, leather (saddlery, belting,
&c.), oils and colours, paper-making and paper-staining, brewing and
distilling, publishing, type-founding, rope, twine, and sailcloth,
flour-milling, saw-milling, tobacco, snuff, tobacco pipes, cotton,
woollen, and other textile fabrics. Improvements on many of these
industries are from time to time being made. A few of these
demanding more special attention may be noticed.
One of the most important is the great extension of
the steel industry of late years. The introduction of complete and
special plant in works around the city, at an immense outlay of
capital, has enabled the Clyde district to produce great quantities
of the material known as “mild steel,” not only for the plates of
the great ships and boilers built on the river but for shipment
abroad. The principal process used in this district is the Siemens
or open-hearth system. The furnace is lined with a refractory
siliceous material, and is charged with pig-iron and scrap, and
subjected to the intense heat arising from the combustion of a
current of heated gas and air. To remove the carbon, iron ore is
added. After the whole is melted and brought into a state of
practically pure iron, the necessary quantity of carbon and
manganese is then added in the form of ferro-manganese or
spiegeleisen, and the whole poured into moulds.
The Bessemer process so largely worked in England,
and recently introduced again in Scotland at the Glengarnock Iron
and Steel Works, consists in filling an iron vessel called a
converter, lined with refractory material, with molten pig-iron, and
then subjecting the liquid mass, weighing several tons, to the
oxidizing influence of a strong blast of air forced through the iron
by means of powerful air-compressing machinery. After about twenty
minutes of this action, during which the flames and sparks arising
from the rapid chemical actions going on constitute quite a
pyrotechnic display, the metal is brought into a comparatively pure
state, after which a quantity of melted spiegeleisen is added, and
the now constituted steel is run out into moulds.
The invention of Messrs. Thomas & Gilchrist, whereby
the phosphoric iron ores, so common in some parts of the country,
can be utilized for the production of steel, has given an increased
facility for manufacture of this material. The essential peculiarity
of this process lies in the nature of the lining of the converter,
in this case a basic material being used, such as magnesian
limestone. In the ordinary Bessemer process, where hematite pig is
used, the lining is, as already mentioned, of a siliceous character.
The ingots, after being reheated (where the Gjers soaking pits are
used this is unnecessary), are hammered and rolled into plates,
bars, rails, &c.
Steel, from its greater strength over iron, weight
for weight, can be used with much advantage for ships and boilers,
since many steel-built vessels, although going ashore, yet remain
sound, the steel plates being bent but not fractured. The saving of
weight by using steel instead of iron for ship-building is said to
amount to about 16 per cent. The following descriptive notes of the
works of the Steel Company of Scotland may serve to convey some idea
of the resources now in the hands of the steelmaker for the
production of this material. These works, besides being the earliest
to be started in the Clyde district, may be taken as representative
in their general arrangement of the others which have arisen from
time to time to the east of Glasgow:—The Hallside Works of the
Company are situated near Newton Station, on the Caledonian Railway
system, about seven miles south-east of Glasgow. They were commenced
in 1871, for the manufacture of steel by the Siemens process. There
are now in use in the melting department 17 furnaces of 13 tons
capacity, and in the steel foundry one 10-ton and one 15-ton melting
furnaces. Their production of steel, when in full work, is about
2000 tons weekly. There are two 12-ton, one 10-ton, and one 4-ton
hammers for the production of slabs, blooms, and forgings; two
26-inch plate mills, one 28-inch cogging mill, one 28-inch mill for
rails and heavy sections, one 18-inch and one 14-inch bar mills.
There are two sets of Gjers soaking pits, and the necessary
reheating furnaces for ingots, slabs, Szc., and one plate annealing
furnace. There is also a foundry for the production of steel
castings of the largest size, having a complete arrangement of
drying stoves and annealing furnaces. A large machine-shop has just
been erected for the completion of the heaviest crank shafts, and is
being fitted with the best machine tools for doing this class of
work. Besides this there is a complete establishment for conducting
the necessary chemical analysis and mechanical tests, as also
repairing shops, including pattern, smith, boiler and machine shops.
The Blochairn Works of the Company are situated on
the north-eastern outskirts of Glasgow. They were purchased by the
Company in 1880, and remodelled for the production of steel. There
are now in use 13 steel melting furnaces of 13 tons, and one of 4
tons capacity, equal to a total production of 1600 tons of ingots
weekly. Besides this there are two 12-ton and one 7-ton
steam-hammers for preparing slabs, blooms, &c.; two 26-inch and one
32-inch plate mills, two 22-inch plate or sheet mills, one 16-inch
bar and one 10-inch miido mills. There is also a universal mill for
the rolling of bars up to 24 inches wide, and one 32-inch cogging
mill for preparing slabs for the different mills. There are also two
sets of Gjcrs soaking pits, which deal with almost the whole of the
ingots made, and the necessary reheating furnaces for slabs, &c.,
and an annealing furnace for plates, &c. The works also embrace a
plate flanging and stamping department, fitted with Tweddel’s
flanging-press and the necessary machines for planing and turning
the edges of the flanged plates. Among other necessary adjuncts are
a chemical laboratory, a mechanical test-house, and an iron foundry,
with pattern, fitting, and smith shops, &c. The tests to which the
finished steel plate, rail, &c., are subjected are various. Strips
are cut from the plates and subjected to bending tests and to
tensile tests; in the latter the ultimate strength is recorded, and
the percentage of elongation. The strength varies from 27 to 31 tons
per square inch, with 20 per cent of elongation in a length of 8
inches. The drop test for rails is 1 ton, falling from a height of
five feet.
Another important and widely-spread industry of
comparatively recent origin is that of the extraction of paraffin
from shale, originally invented by the late James Young. The shale
is placed in specially constructed retorts and subjected to heat,
whereby the constituents are liberated; and after being variously
treated by distillation, refrigeration, &c., the commercial product
of paraffin, so much used now for candles, paraffin oil, so
excellent for lighting and heating, and ammonia, &c., are obtained.
The great fields of this industry lie on the north-eastern boundary
of the Clyde valley, at Addiewell, Bathgate, &c.
Not only is the manufacture of iron from the ore
carried on in Glasgow and the neighbourhood, but the remelting of
the “pigs,” so made in the cupola, is carried out in many foundries
throughout the city; great castings of cylinders and their
accompaniments for the Atlantic liners, pipes for water and gas,
from the great four-foot diameter drysand casting, down to the
one-inch diameter greensand casting. The pipe-founding trade has
long been a speciality in Glasgow, its originators having, like
their industrial brethren the ship-builder and engineer, made for
themselves, by their skill and enterprise, a wide reputation. This
we see is still maintained; for we notice lorries, each with a
single 12-foot length of huge iron pipe slowly being drawn by a
sturdy Clydesdale to the river for shipment, or the lines of railway
trucks with their corresponding loads, all for great water supply
works at home or abroad.
The forging of Iron under the powerful stroke of the
steam-hammer is also a speciality, as in the Lance-field Forge the
shaft of the Great Eastern was turned out for that big ship.
The building of locomotives is considerable in
Glasgow; thus the various private firms in the city can turn out as
many as 450 completed engines in the year. Besides this, the works
of the railway companies are engaged in making and repairing both
engines and carriages.
The utilization of the waste gases from the blast
furnaces has also been largely worked out; so that instead of the
wide-mouthed flaming tower-like structure illuminating the country
for miles around, we have a close-topped furnace with a bell and
cone arrangement for charging the ore, the waste gases which
formerly were consumed in flame at the top being led off to heat the
blast and raise the steam required for the blowing-engine. And
recently, as a further improvement, plant has been laid down at
several works for the recovery of ammonia from the gases.
Explosives in the form of gunpowder and dynamite are
manufactured on a large scale on the Firth of Clyde —gunpowder at
Ivames, in the Kyles of Bute, and dynamite at Ardeer, Stevenston,
where the works of Nobels Explosives Company are situated. Dynamite
is a pasty substance composed of nitro-glycerine and an absorbent
earth, and is of great advantage to the engineer and others, not
only from its greater power than gunpowder, but from its explosive
qualities being unaffected by damp or water.
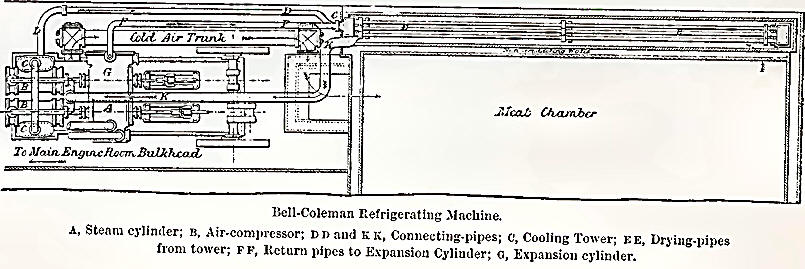
Amongst some of the more recent industrial
achievements which belong to the Clyde district, the Bell-Coleman
method of preserving meat fresh by the circulating of air at a low
temperature may be mentioned. Several years ago the process was
first applied in sea-going vessels by the inventors, a cargo of meat
being brought home from Australia and delivered in prime condition.
Now the method is widely developed, and the mechanical application
appears in different forms and for different purposes. |