|
IF the reader be a weaver, he will forgive the
attempt to make so technical a subject intelligible, and if not a weaver, he
will at least be enabled to form some idea of the skill and patience
exhibited by the harness weavers. To the ordinary reader it may be necessary
to explain that the weaving of a piece of cloth with a continuous pattern,
however elaborate, which goes on repeating itself, is a comparatively simple
matter. Any irregularity of thickness in the weaving, while it will be a
defect, will not entirely destroy the symmetry of the pattern. But it is
quite otherwise with a shawl, which has a beginning and an end. The weaver
commences to weave a border across the bottom, which in some measure repeats
itself along the sides, and blends into a border across the opposite end. To
produce the design correctly, a fixed number of weft threads must be woven
across, between the beginning and the end; not one more, and not one less.
It is manifest that if the weaver beats up his welt threads too closely at
the beginning, he will have the total number in before he arrives at the end
of the shawl, and where, as is often the case, the warp is dyed or stained
in portions to correspond with the design, the latter part of the pattern
will be wholly destroyed. In a power-loom the exact number of weft threads
in a given
space can be regulated with absolute accuracy, but the
hand-loom weaver had to trust to the delicacy of his touch, and therein lay
much of the skill of the harness weaver.
The
yarn required for these Harness Shawls had to be specially prepared. The
finest class of it went under the name of Cashmere. To give the strength
necessary for warp, it consisted of a thread of fine silk round which was
spun a coating of the finest Cashmere wool. This class of yarn was most
successfully made in the neighbourhood of Amiens, in France, and is still
manufactured there for the French market. For the less expensive qualities a
silk or cotton warp was used. The weft was either a carded woollen yarn or a
Botany worsted. These classes of yarn were spun principally in Yorkshire.
There being no railways in those days, some of the spinners in the Bradford
district were accustomed to ride down to Paisley, a journey of several days,
with their yarn samples in their saddle-bags. The goods were sent round by
the steamer from Liverpool to the Clyde.
The
dyeing of the warps was one of the first anxieties of the manufacturers, and
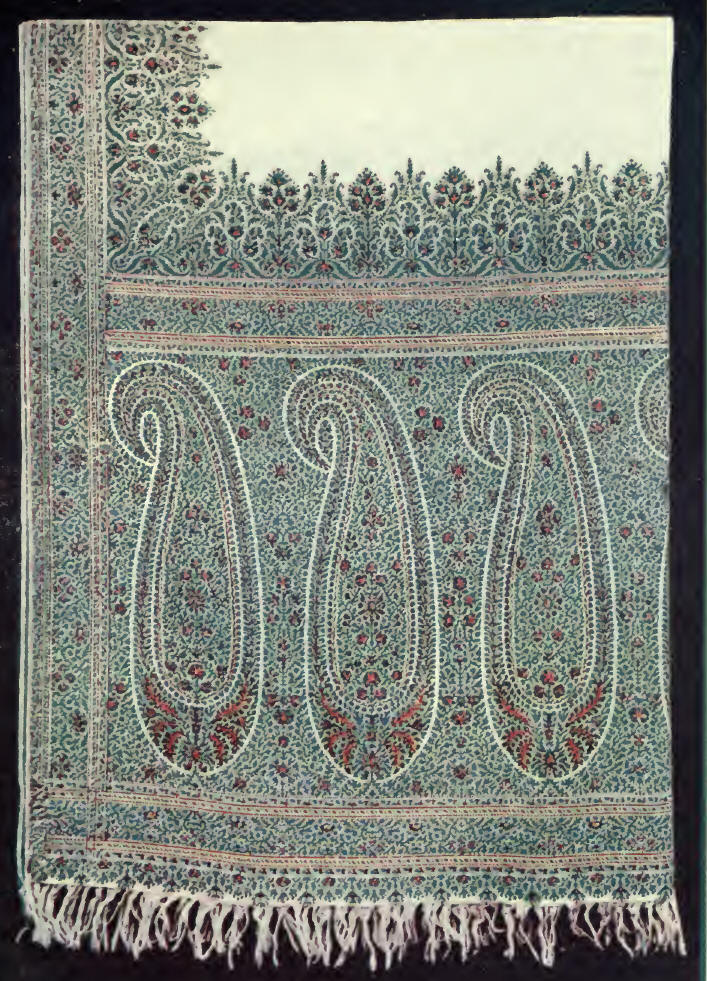
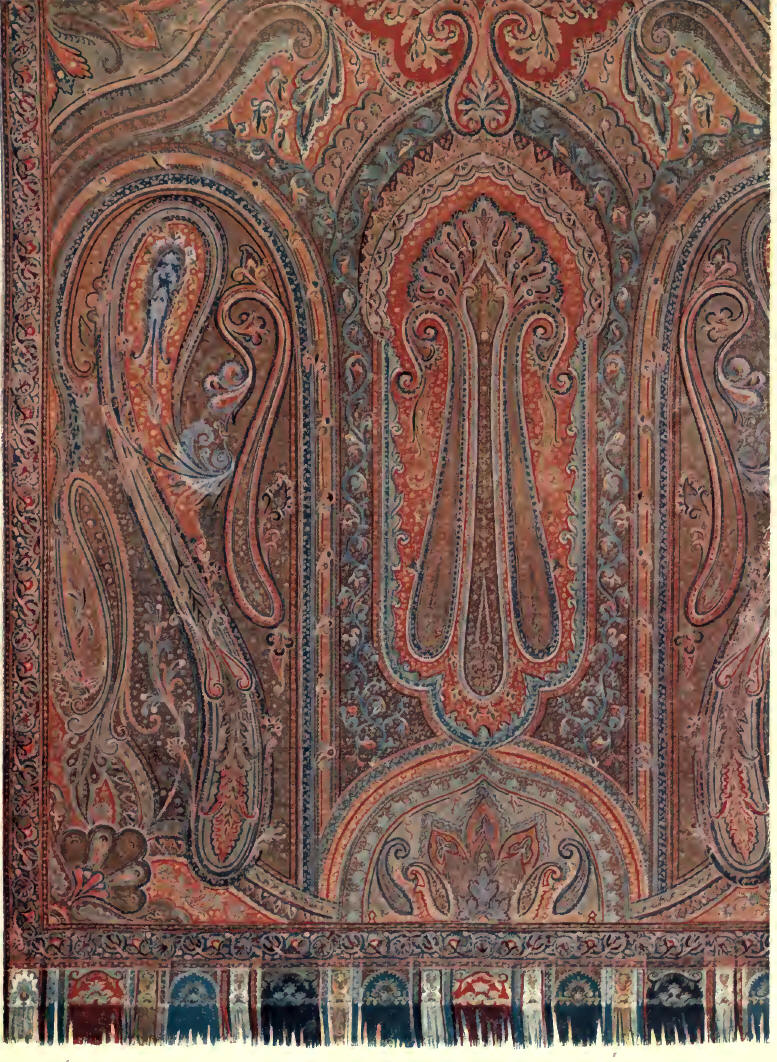
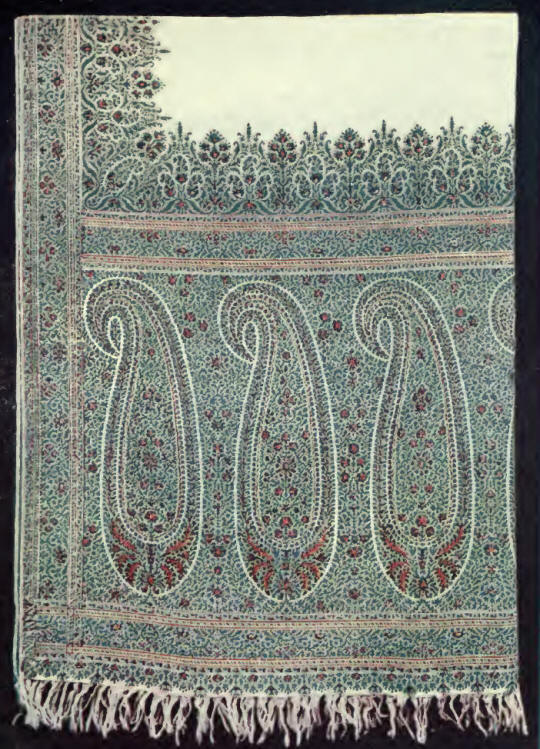
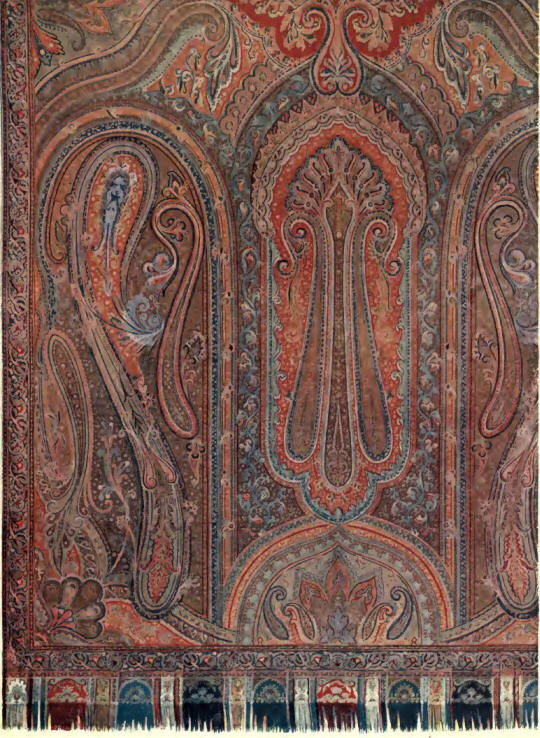
required great skill and care. This arose from the custom, as in the Eastern
originals, of having at each end of the shawl a parti-coloured finish,
showing bands of four or five different colours, which became the
ground-work of the terminal borders and formed the warp fringe. This will be
seen in several of the Plates. Between these parti-coloured ends the centre
would be dyed red, if for a red-centered shawl, or black, if this was to be
the colour of the centre. In some cases the warp for the side borders might
be dyed a special colour. It is obvious that this further necessitated much
care in the warping of the web, each length and space requiring exact
measurement and marking. The dyer screwed down the slides of a frame at
these marks, leaving exposed the particular piece that was to be dyed, which
was then dipped in the dye vat. This might occur many times throughout the
length of the shawl. The art of Dyeing thus came to great perfection in
Paisley. While on this subject, it is also worthy to note that, some years
ago, the dyeing of piece goods made of wool or worsted was confined to
Yorkshire. Paisley has since taken a high place in this important industry,
and for this the town is largely indebted to the enterprise of Messrs.
William Fulton & Sons, of Glenfield. Many of the leading dyers in Scotland
and England received their early training in Paisley.
Having now the warp ready, the next thing was to set up
the loom. This was a work of much labour, requiring care and skill in every
detail. Two or three weeks were often required to equip a loom for an
expensive plaid. The weaver bore the cost of this, but a fine spirit of
comradeship prevailed, and willing help at the tyeing of the harness was
freely given by the shop-mates, who in turn received like help when their
time of need came. The boys employed in the weaving-shops also assisted, and
were rewarded by a feast of bread and cheese, which in those days was a
great treat to them, while to their seniors was added the inevitable dram.
On the manufacturer's part the first important point was, of course, the
selection of the design. This was always shown in a miniature form—the
sketch being often a work of art, fit to be framed for wall decoration (see
Plate 11). The next step was to transfer this sketch to design or point
paper, which, when completed, might in some cases cover the floor space of a
good-sized room. This designing required minute care. Each small square must
bear its own colour; no blurring was allowable (see Plate 12).
This design or point paper was first made in Paisley by
Mr. Andrew Blaikie, Engraver, and was printed directly from the copper or
steel plates engraved by himself, some of which are still in use by his
successors, Messrs. Robert Hay & Son.
The
squares represented the point at which a weft thread crossed a warp thread,
so that every weft shot that was to complete the shawl could be counted, and
there would be sometimes as many as 150,000 weft threads crossing the loom
in one harness plaid.
If Paisley Shawls were
now manufactured, the next step would be the card cutting of the design. But
in those early days the Jacquard, although long before invented, was not in
use by the Paisley weavers, and instead of the card cutter, the work of the
flower lasher came into play, which we may now attempt to describe.
The composition of the design was usually limited to
six, seven, or eight colours, and the ground colour upon which these
figuring colours were introduced. The first point was to determine the
sequence in which these colours would run, say: 1, claret; 2, green; 3,
yellow; 4, blue; and so on.
The flower lasher
had before him a frame not unlike that of a card cutter, but in addition, an
upright web of strong linen thread called a "simple." This is illustrated in
Plate 12. The simple was fixed tight before the lasher, each thread standing
before each upright square of the design. A straight-edge placed across the
design revealed only one minute horizontal line of colour. The lasher had at
his left hand a bobbin of strong cotton thread, and running his eye from
left to right, if claret covers two squares, he interlaces the cotton thread
behind the corresponding threads of the simple, and so on across the face of
the design. This is now knotted up and called a "lash." The next colour,
green, is treated in like manner, and so on, till all the colours are gone
over, and when completed they form a "bridle." Each lash represented one
colour, and each bridle the whole of the colours in one line of weft. The
twines of the simple were attached overhead to the tail cords, which were
passed over pulleys and connected with the harness twines. At the. lower end
of each of these harness twines was a metal eye, called a "mail," through
which the warp thread passed, with a weight below in the form of a thin
piece of lead, to bring it down and keep it straight. See Plate 13.
It was the manipulation of these lashes on the simple
that formed the work of the draw-boy. Drawing out each lash in succession,
the boy grasped the threads of the simple, thus separating them from the
others, and pulled them down, so raising the requisite warp threads to form
the shed through which the shuttle passed.
 |